Зубошлифование
Шлифование боковых поверхностей зубьев колес производится тремя методами — непрерывным шлифованием по методу обката, шлифованием по методу обката с периодическим делением и профильным шлифованием.
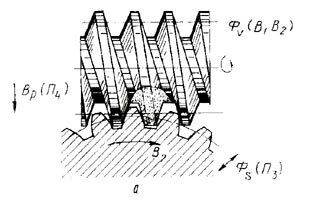 При непрерывном шлифовании по методу обката (станки, работающие червячным шлифовальным кругом) обрабатываются одновременно левая и правая боковые поверхности зубьев шестерни (рис. 1а). Вследствие непрерывного протекания процесса и одновременности обработки обоих профилей зуба данный метод обеспечивает наибольшую производительность труда, особенно при обработке мелкомодульных зубчатых колес. Число зубьев, находящихся в зацеплении с левой и правой боковыми поверхностями, разное, вследствие чего при входе или выходе зубьев из зацепления могут образовываться погрешности их профиля. Однако непрерывное шлифование в отличие от шлифования с периодическим делением практически исключает погрешности шага. При обработке данным методом окружная скорость шлифовального круга и скорость обката находятся в определенном отношении, что затрудняет возможность их варьирования для предотвращения шлифовочных прижогов, а также для внедрения высокоскоростного шлифования.
При непрерывном шлифовании по методу обката (станки, работающие червячным шлифовальным кругом) обрабатываются одновременно левая и правая боковые поверхности зубьев шестерни (рис. 1а). Вследствие непрерывного протекания процесса и одновременности обработки обоих профилей зуба данный метод обеспечивает наибольшую производительность труда, особенно при обработке мелкомодульных зубчатых колес. Число зубьев, находящихся в зацеплении с левой и правой боковыми поверхностями, разное, вследствие чего при входе или выходе зубьев из зацепления могут образовываться погрешности их профиля. Однако непрерывное шлифование в отличие от шлифования с периодическим делением практически исключает погрешности шага. При обработке данным методом окружная скорость шлифовального круга и скорость обката находятся в определенном отношении, что затрудняет возможность их варьирования для предотвращения шлифовочных прижогов, а также для внедрения высокоскоростного шлифования.
При непрерывном шлифовании по методу обката, как правило, применяют однозаходные червячные круги. Применение двухзаходных кругов позволяет сократить время обработки на 30-40%. Профиль зуба на круге образуется посредством отдельного профилирующего приспособления вне станка или на станке.
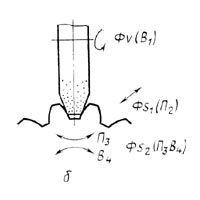
При шлифовании по методу обката с периодическим делением применяются два типа станков. При использовании одних станков (моделей 5А841, 5М841, 5843 и станков фирм Niles и Hafler) боковая поверхность зубьев образуется за счет обката коническим шлифовальным кругом (рис. 1б); точность обработки при этом зависит как от погрешностей станка, так и от числа огибающих резов. При работе на других станках (моделей 5851, 5853 и станках швейцарской фирмы Maag) вместо конического круга применяют два тарельчатых круга, и каждый круг обкатывается по одной боковой поверхности зуба; эти станки работают без охлаждения.
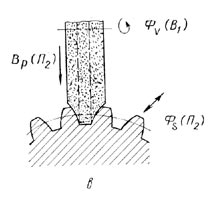 При профильном шлифовании (рис. 1в) практически весь профиль зуба шлифуется за один ход круга, что существенно повышает производительность обработки. Точность профиля зуба в значительной степени зависит от формы и положения режущей кромки инструмента. Недостатком профильного шлифования является трудность формообразования профиля круга. Кроме того, при изменении геометрических параметров обрабатываемых зубчатых колес необходимо заново профилировать инструмент.
При профильном шлифовании (рис. 1в) практически весь профиль зуба шлифуется за один ход круга, что существенно повышает производительность обработки. Точность профиля зуба в значительной степени зависит от формы и положения режущей кромки инструмента. Недостатком профильного шлифования является трудность формообразования профиля круга. Кроме того, при изменении геометрических параметров обрабатываемых зубчатых колес необходимо заново профилировать инструмент.
В каждом конкретном случае выбор метода зубошлифования должен осуществляться с учетом существующих экономических методик. При этом необходимо стремиться использовать шлифовальные круги таким образом, чтобы сила резания действовала вдоль радиуса круга, то есть в направлении большей его жесткости (~15-20 Н/мкм), а не вдоль оси, когда жесткость невелика (~1,5-3 Н/мкм). Реализация такого метода обработки зубьев колес плоским кругом на Московском заводе шлифовальных станков позволила повысить производительность труда при обработке в 1,4-1,8 раз.
Рекомендации по выбору характеристик кругов для зубошлифования приведены в таблице.
Характеристика кругов для зубошлифования.
| Модель станка | Модуль обрабатываемых зубчатых колес, мм | Характеристика круга | ||
| тип | зернистость | степень твердости | ||
| 5В830, 5B831, 5В833, 5В835, 5В836, станки фирмы Reishauer | 0,2-0,4 0,5-0,7 0,8-0,9 1,0-1,5 1,5-2,5 2,5-4,0 |
ПП | М-40 4 5 6 10 25-16 |
СМ2-СТ1 СМ2-СМ1 М3-СМ1 М3-СМ1 СМ2-СМ1 М3-СМ1 |
| 5А841, 5М841, 5843, станки фирмы Niles | 1,5-10,0 | 2П | 40; 25; 16 | М3-СМ1 |
| 5851; 5853; станки фирмы Maag | 1,5-12,0 | Т | 40; 25; 16 | М3-СМ1 |
| 5891C, 5А893С | 1,0-12,0 | ПП | 40; 25; 16 | М3-СМ1 |
Для финишной обработки цилиндрических и конических зубчатых колес широко применяется зубохонингование. Процесс может быть реализован как со свободным обкатом, так и с жесткой кинематической связью зубчатого колеса и обрабатывающего инструмента. В первом случае повышаются показатели плавности работы и контакта зубьев, во втором, кроме того, и показатели кинематической точности. Существенным отличием зубохонингования от эубошлифования является зависимость получаемой степени точности детали от степени точности заготовки. Однако производительность труда при зубохонинговании превышает производительность труда при зубошлифовании (например, при использовании червячного круга — в 7-10 раз, конического — в 20-30 раз). Зубохонингование является обязательным процессом при обработке высокоточных зубчатых колес с шероховатостью рабочих поверхностей зубьев в пределах Ra = 0,32 ±0,08 мкм.
Инструмент для зубохонингования специальный и изготавливается, как правило, на эпоксидной связке. Проектирование инструмента осуществляется по разработанной во ВНИИАШе системе автоматизированного проектирования.
Разработан метод зубохонингования цилиндрических колес инструментом с линейным контактом. Возможно зубохонингование колес с зацеплением Новикова с двумя линиями зацепления (исходный контур ЮТЗ-65).