Шлицешлифование
Шлицевые соединения обеспечивают высокую точность посадки и позволяют передавать большие крутящие моменты, чем обычные шпоночные соединения.
В зависимости от профиля шлицев шлицевые соединения бывают прямоугольными, эвольвентными, трапецеидальными и треугольными. Наибольшее распространение имеют соединения с прямоугольным профилем шлицев.
Шлицевые валы 2 класса точности (по ширине шлицев, наружной и внутренней поверхности), а также валы, подвергающиеся термической обработке, окончательно шлифуются: наружная поверхность — на круглошлифовальном станке, а боковые стороны шлицев и внутренние поверхности — на шлицешлифовальных станках.
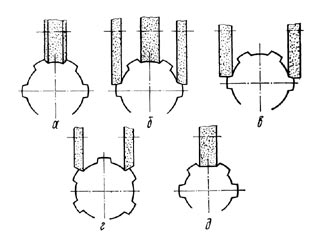 Шлифование шлицевых валиков производится следующими способами:
Шлифование шлицевых валиков производится следующими способами:
Неравномерность распределения припусков по боковым сторонам шлицев в процессе шлифования вызывают переменные нагрузки на рабочую кромку круга. Для увеличения стойкости и предотвращения выкрашивания кромок шлифовального круга часто применяют круги на бакелитовой связке, при работе которыми меньше нагреваются обрабатываемые заготовки. Для одновременного шлифования боковых сторон и дна шлицев, когда круг должен обеспечить высокую стойкость рабочего профиля, рекомендуются круги из белого электрокорунда на керамической связке.
Уменьшение зернистости шлифовального круга снижает шероховатость обработанной поверхности и повышает стойкость круга по профилю, но увеличивает опасность появления прижогов. Повышение твердости шлифовального круга также способствует сохранению профиля круга, но в еще большей степени увеличивает опасность появления прижогов на обрабатываемой поверхности.
| Способ шлифования | Характеристика круга | |||
| зернистость | степень твердости | связка | структура | |
| Шлифование дна и боковых сторон профильным кругом | 32-16 | С1-С2 | Керамическая | 5 |
| Шлифование боковых сторон шлицев тарельчатыми кругами | 40-25 | Т1 | Бакелитовая | 4 |
| Шлифование боковых сторон шлицев кругами прямого профиля | 40-25 | Т1 | Бакелитовая | 4 |
| Шлифование дна шлицев кругами прямого профиля | 40-25 | СТ3 | Бакелитовая | 4 |
При шлифовании шлицев закаленных деталей находят применение эльборные круги зернистостью Л16, степенями твердости СМ2-СТ1 на керамической связке. Они обеспечивают шероховатость поверхности Ra<1,25 мкм, отсутствие прижогов, повышение геометрической и размерной точности обрабатываемых валов, повышение стойкостной наработки в 20-30 раз и производительности труда за счет сокращения числа правок.