Бесцентровое наружное шлифование
 Бесцентровое наружное шлифование отличается тем, что обрабатываемые заготовки получают вращение и шлифуются без крепления в центрах, причем базой при шлифовании является обрабатываемая поверхность. Бесцентровое шлифование — наиболее механизированный и производительный процесс, который легко может быть автоматизирован.
Бесцентровое наружное шлифование отличается тем, что обрабатываемые заготовки получают вращение и шлифуются без крепления в центрах, причем базой при шлифовании является обрабатываемая поверхность. Бесцентровое шлифование — наиболее механизированный и производительный процесс, который легко может быть автоматизирован.
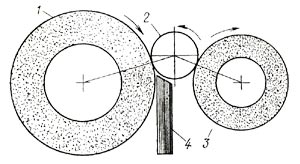
При бесцентровом наружном шлифовании (рис. 1) оба круга вращаются в одну сторону с разными скоростями: рабочий круг — со скоростью 30-35 м/с, ведущий — со скоростью, в 60-100 раз меньшей. Опорой для шлифуемой заготовки является нож со скошенным краем, находящийся между рабочим и ведущим кругами. Нож устанавливается так, чтобы центр заготовки находился выше или ниже линии центров кругов. Заготовки, расположенные на одной оси с кругами, будут получаться некруглой формы. Большинство заготовок шлифуется при их установке выше линии центров, за исключением длинных тонких деталей типа прутков, центр которых располагается ниже линии центров. В этом случае заготовки силами резания прижимаются к поверхности ножа, и процесс шлифования протекает более спокойно, без выбрасывания заготовок из зоны шлифования.
Положение ведущего круга по отношению к рабочему кругу можно изменять, устанавливая ведущий круг под разными углами (0-6о). Это дает возможность ведущему кругу при сквозном шлифовании (угол поворота ведущего круга при предварительном шлифовании 2,5-6о, при окончательном 1-2о) выполнять роль подающего механизма, а при врезном шлифовании (угол поворота ведущего круга не более 0,5о) обеспечивать плотный прижим заготовки к упору.
Обрабатываемая заготовка, расположенная между кругами и опирающаяся на поверхность ножа, вращается со скоростью ведущего круга. Вращение заготовки происходит благодаря силам трения между ней и ведущим кругом в направлении, обратном вращению ведущего круга. Разность скоростей рабочего круга и обрабатываемой заготовки обеспечивает процесс шлифования.
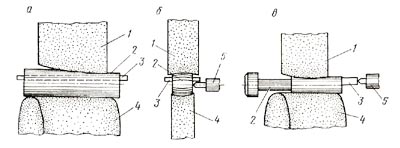 При бесцентровом наружном шлифовании обработка производится с продольной подачей заготовки врезным шлифованием, а также шлифованием с продольной подачей до упора (рис. 2). При шлифовании с продольной подачей заготовки (рис. 2а) скорость продольной подачи определяется по формуле S=V*sina, м/мин, где V — скорость ведущего круга, м/мин, а — угол поворота ведущего круга или наклона опорного ножа в градусах.
При бесцентровом наружном шлифовании обработка производится с продольной подачей заготовки врезным шлифованием, а также шлифованием с продольной подачей до упора (рис. 2). При шлифовании с продольной подачей заготовки (рис. 2а) скорость продольной подачи определяется по формуле S=V*sina, м/мин, где V — скорость ведущего круга, м/мин, а — угол поворота ведущего круга или наклона опорного ножа в градусах.
При шлифовании с продольной подачей, наиболее распространенном методе бесцентрового шлифования, заготовка пропускается в зазор между рабочим и ведущим кругами, равный диаметру заготовки минус толщина слоя, снимаемого за один проход. Этим методом обрабатываются заготовки цилиндрической формы (кольца шарикоподшипников, поршневые пальцы, цилиндрические ролики подшипников, трубы, шпильки и т. д.).
При обработке заготовок, длина которых меньше высоты кругов, необходимо стремиться к тому, чтобы в рабочей зоне станка заготовки проходили непрерывным потоком без зазора между ними. Это создает устойчивую работу станка, обеспечивает получение стабильных размеров деталей, равномерный износ рабочего и ведущего кругов. При шлифовании заготовок, длина которых во много раз превышает высоту кругов, тяжелых заготовок большого диаметра, а также узких колец, имеющих высоту значительно меньшего диаметра, необходимо применять специальные механизмы, непрерывно подающие заготовки в зону обработки.
В тех случаях, когда форма заготовок не позволяет использовать продольную подачу (клапаны, болты, шейки крестовин карданного вала и другие ступенчатые детали), применяют врезное шлифование (рис. 2б). При таком шлифовании заготовка опирается па нож и получает вращение от ведущего круга. Удаление припуска с обрабатываемых поверхностей производится перемещением ведущего круга перпендикулярно оси заготовки со скоростью ее поперечной подачи. По окончании шлифования ведущий круг вместе с ножом и заготовкой отводится от рабочего круга и производится смена заготовки. Этот вид шлифования легко поддается автоматизации процесса за счет использования специальной формы ведущего круга и применения механизмов для автоматической загрузки и разгрузки рабочей зоны бесцентровошлифовальных станков.
Врезное шлифование широко используется при одновременной обработке шеек ступенчатых заготовок, когда необходимо обеспечить высокую их концентричность, а также при обработке заготовок сферических и других профилей. Часто в этом случае используются многокруговые наладки, в которых набор шлифовальных кругов монтируется на специальных фланцах, с установкой втулок высотой, соответствующей нешлифуемым участкам заготовок.
Шлифование заготовок этим методом ведется при различных подачах и глубинах резания. В начале процесса большая часть припуска удаляется с повышенной подачей на глубину, затем подача на глубину уменьшается. В конце обработки заготовка шлифуется без подачи на глубину. При врезном шлифовании количество переходов меньше, чем при шлифовании с продольной подачей, так как на предварительных переходах возможно удаление больших припусков.
Промежуточное положение между рассмотренными способами бесцентрового шлифования занимает шлифование с продольной подачей до упора (рис. 2в). Так обрабатываются заготовки с поверхностями, ограничивающими прохождение заготовок между кругами: болты, клапаны со стеблем и тарелкой, ступенчатые валики большей, чем высота круга, длины и т. п. При подходе к упору каретка суппорта и ведущий круг отводятся от рабочего круга, и заготовка удаляется из рабочей зоны выталкивателем.
Для шлифования наружных поверхностей заготовок в качестве рабочих кругов применяются круги типа ПП наружным диаметром 250-750, высотой 40-250 мм и более на керамической связке, а в качестве ведущих — круги типа ПП наружным диаметром 200-350 мм, высотой 40-200 мм на вулканитовой или бакелитовой связках. В редких случаях, когда необходимо, чтобы один из крепежных фланцев был спрятан в выточке, применяются круги типа ПВ наружным диаметром 500-600 мм.
Для небольших бесцентровошлифовальных станков в качестве рабочих кругов применяются круги типа ПВД наружным диаметром 250-300, высотой 75-100 мм, в качестве ведущих — круги этого типа на вулканитовой и бакелитовой связках диаметром 300-350, высотой 100-275 мм. Наличие выточки с двух сторон круга позволяет применять более короткий шпиндель для его крепления и почти полностью спрятать фланцы в выточке.
В настоящее время при шлифовании заготовок диаметром до 15 мм вместо ведущих кругов на вулканитовой связке успешно применяются чугунные и дюралюминиевые ролики. Металлические ведущие ролики имеют высокую стойкость между правками: не меньшую, а в ряде случаев даже большую, чем круги на вулканитовой связке. Их применение обеспечивает высокую производительность труда и способствует сокращению расхода алмазных инструментов (металлические ролики правятся на требуемый профиль твердосплавными резцами, в то время как для правки вулканитовых кругов применяются только алмазные инструменты).
Жесткость технологической системы (станок - шлифовальный круг - заготовка - ведущий кpyг) при бесцентровом шлифовании в 1,5-2 раза выше, чем при круглом шлифовании заготовок, установленных в центрах, и тем более в патроне. Поэтому при бесцентровом шлифовании режимы резания соответственно повышаются в 1,5-2 раза, значительно облегчается обработка нежестких заготовок (тонких валов, сверл и т. п.), обеспечивается высокая стабильность размеров партии обработанных заготовок, уменьшаются припуски на шлифование из-за базирования заготовок по обрабатываемой поверхности и их самоцентрирования при обработке. При бесцентровом шлифовании значительно уменьшается вспомогательное время, связанное с установкой, выверкой на станке и снятием заготовки. При шлифовании с продольной подачей вспомогательное время практически сводится к нулю, так как процесс обработки заготовок осуществляется непрерывным потоком. Все это делает бесцентровое шлифование одним из самых производительных и эффективных видов наружного шлифования заготовок.
В настоящее время бесцентровое шлифование получает еще большее развитие и применение благодаря увеличению рабочей скорости круга до 60 м/с. Так, увеличение рабочей скорости кpугa с 30 до 60 м/с при врезном шлифовании уменьшает шероховатость обработанных поверхностей примерно на один класс, позволяет увеличить до 2 раз скорость поперечной подачи ведущего круга и соответственно увеличить глубину резания, повышает за счет уменьшения износа круга коэффициент шлифования в 1,5-3 раза. С повышением рабочей скорости кругов наблюдается снижение погрешностей геометрической формы обрабатываемых поверхностей за счет уменьшения сил резания и увеличения устойчивости процесса шлифования. Повышение рабочей скорости круга позволяет сократить цикл бесцентрового шлифования до 2-4 раз по сравнению с обычно применяемым процессом шлифования при рабочей скорости круга ~30 м/с.